明治20年に設置された東京美術学校は、教育機関であると共に校外の依頼に応じて製品を作る「委嘱製作事業 」も積極的に進められた。『楠公馬上像』は、最初の委嘱製作事業となり、教官、卒業生、在校生に研究の機会を与え、学校の実績を世に示した。その後第二次大戦中までに約460件の製作が行なわれることになる。『広瀬宰平(さいへい)銅像』はそのような事業の一つとして、明治29年に住友財閥家から依頼された。木型は高村光雲、鋳造は岡崎雪聲による。広瀬宰平氏は住友家六代の当主に仕え、明治維新の苦境にあって事業を恢復・復興させた功績により住友家より銅像を贈られたが、第二次世界大戦の金属供出で失われていた。 平成13年に広瀬氏の子孫からの願いで、高村光雲の木型を所蔵する東京芸術大学(旧東京美術学校)に復元が依頼された。一部欠失した木型を補い、100年前の鋳造技術とほぼ同じ『真土(まね)型鋳造法』によって鋳造され、平成15年( 2003年)に復元が完成した。

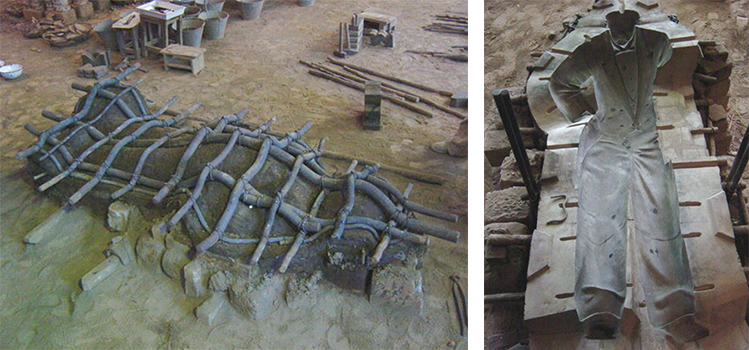
左:広瀬宰平像(木型)
高村光雲作 明治31(1898)年 宰平の古稀祝いとして住友家が東京美術学校に依頼し制作された。当初の木型は、胸に勲章を着け、右手に勲記を持っていたが、現存しない。(東京芸術大学 芸大美術館所蔵)
右:広瀬邸に設置されていた当時の写真。(銅像)(写真提供:住友史料館)

1)鋳型制作開始 鋳型材は、あらかじめ焼成された真土(まね)に粘土を混ぜて作られる。
ふるいで粒子を揃え、水分を与え、よく練ることで、きめが細かく丈夫な鋳型となる。
2)「肌土(はだつち)」つけ 鋳型の表面は粒子の細かい真土「肌土」で被ってゆく。

3)「大よせ・小よせ」 鋳型は必ず「抜け勾配」にする必要がある。「大よせ」「小よせ」という小鋳型を先に作りこみ、鋳型を分割できるようにしておく。
4)肌土完了 鋳型の表面には粒子の細かい「肌土」、その上には熱収縮を意識した荒い真土「荒土(あらつち)」で厚みをつけてゆく。
5)「筋金(すじがね)」入れ 鋳型の補強の為に鉄筋を曲げて入れてゆく。
6)乾燥 石膏原型を外し、軽く焼成して水分をとばす。
7)「中子(なかご)」入れ 外型の内側に「中子」(中型)を作る。溶けた金属は冷える時に収縮するため、美しい鋳物のためには、均一かつ適度な厚みをもたせることが必要である。厚すぎれば凹み(鋳引け)、薄すぎれば亀裂の原因になる。細心の注意を払う行程である。
8)「中子」 原型よりも、金属の厚み分やせている。飛び出した針金、ボタン状の突起は、外型に固定するためのもの。(「コウガイ」「型持ち」と呼ばれる)

9)「中子」を外型に納める 外型との隙間が5ミリ程度空いている。ここに溶けた金属が流れ込む。
10)鋳型完成 総べての鋳型を組み込み、全体を固定する。

11)鋳型焼成 真土でできた鋳型は、高温(700~800℃)で焼成することにより、分子中の水分(結晶水)を完全に排除される。
鋳型の熱収縮のため、徐々に温度を上げ、ゆっくりと冷ます必要がある。

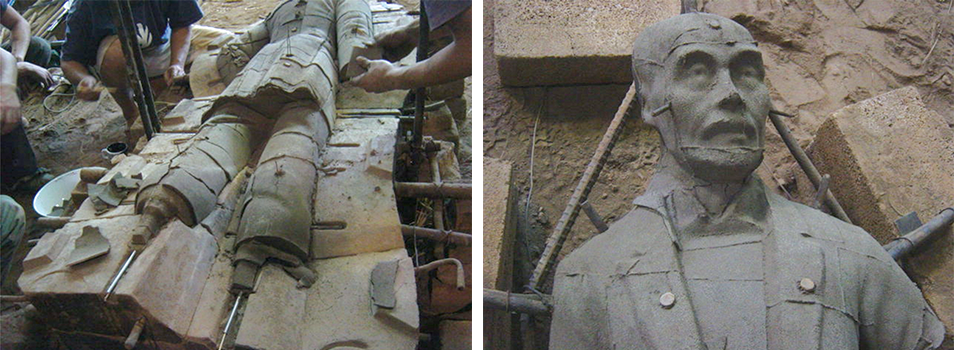
12)鋳造 溶けた青銅(約1080℃)を一気に流し込む。今回は大きい品物の為、二カ所から同時に流し込んだ。
13)取り出された鋳物 真土で作られた鋳型は一回限りで壊されて、鋳物が取り出される。型の継ぎ目に「バリ」が出ている。

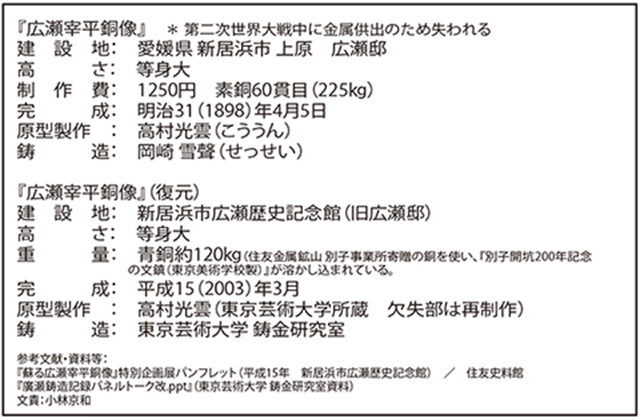
14)仕上げ作業 「バリ」を削り、「型持ち」等の穴を塞ぐ。細かな欠陥を丁寧に修正していく。
15)着色 青銅のさび「緑青」を人工的に発生させ、更に表面を塗料で塗る。 これは、年月が経った後、塗料と自然な青銅の色が置き換わるための工夫である

復元完成(平成15年)(写真提供:新居浜市広瀬歴史記念館)
原稿:小林京和 再編集:松本隆